
A nehezen forgácsolható anyagok, mint például a korrózióálló acélok, hőálló szuperötvözetek (HRSA), titánötvözetek, edzett acélok és koptató hatású öntöttvasak megmunkálása nem pusztán annyiból áll, hogy választunk egy szívósabb, keményfém minőséget. A lapkageometria alapvető fontosságú, hogy mekkora forgácsolóerők ébrednek, illetve hogy kézben tartsuk a hő- és forgácsképződést, a szerszáméltartamot és az egyenletes felületminőséget. Az ISCAR világszinten piacvezetőnek számít a forgácsolószerszámok területén, ezért széles termékpalettát fejlesztett ki, kifejezetten a nehezen forgácsolható anyagok megmunkálására alkalmas lapkageometriákból.
A legtöbb, nehezen forgácsolható anyag közös jellemzője a nagy szakítószilárdság még magas hőmérsékleten is, a gyenge hővezetési tulajdonságok, nagymértékű alakítási keményedés, erős koptató hatás és hosszú, folyó forgács keletkezésére való hajlam. A lapkageometria közvetlenül befolyásolja a fenti jellemzőket a forgácsolás során. Az ébredő forgácsolóerőkre és a képződő hőre, a forgácsképződésre és -elvezetésre, a forgácsolóél rádiuszának és terhelhetőségének egyensúlyára, illetve a rezgések keletkezésére és a rezgéscsillapításra mind-mind hatással van a lapkageometria. A megfelelő ISCAR geometria kiválasztásával a gyártók megtalálhatják az egyensúlyt a forgácsleválasztáshoz szükséges élrádiusz és az idő előtti szerszámtörést kiküszöbölő terhelhetőség között.
A titánötvözetekhez és HRSA-hoz hasonló anyagok forgácsolásakor alapvető fontosságú, hogy minél kisebb forgácsolóerők ébredjenek. Az ISCAR pozitív homlokszögű lapkái tervezéskor a legfőbb szempontok a minimális hőképződés és az alakítási keményedés csökkentése volt, ezért kis élrádiuszt alakítottak ki, ez ráadásul segíti a forgácselvezetést és csökken a teljesítményigény is. Ezeket a geometriákat általában simításkor és elősimításkor alkalmazzák, ahol a szabályozott forgácselvezetés és a felületminőség rendkívül fontos. A paletta másik végén az edzett acélok vagy koptató hatású öntöttvasak forgácsolásához nagyobb teherbírású forgácsolóélekre van szükség. A mérsékelten pozitív, vagy nulla homlokszögű, hónolt- vagy letöréssel kombinált forgácsolóélű lapkák ellenállóbbak a kitöredezéssel és a kráteres kopással szemben. Az ISCAR a gondosan megtervezett forgácstörőkkel teremti meg az egyensúlyt a hatékony forgácsleválasztás és a nagy terhelhetőségű forgácsolóél között.
Korrózióálló acélok megmunkáláskor különösen fontos az anyagspecifikus geometria kiválasztása, hiszen az alakítási keményedés és a folyó forgács nagymértékben csökkentheti a szerszáméltartamot. A közepesen pozitív homlokszögű lapkák hatékony forgácstörőkkel párosítva megakadályozzák a forgács feltekeredését és stabilan tartják a megmunkálási feltételeket, még megszakított fogások esetén is. Az ISCAR megoldásai, mint például a LOGIQ…TURN MF és MM geometriákat széles körben használják simításra és elősimításra, míg a HELI‑TURN spirális forgácsolóélű lapkái csökkentik a felületi nyomást és javítják a felületminőséget. Ezeket az élgeometriájú lapkákat a kopásállóság és a megbízhatóság növelése érdekében gyakran IC907 és IC908 anyagminőségből gyártják.
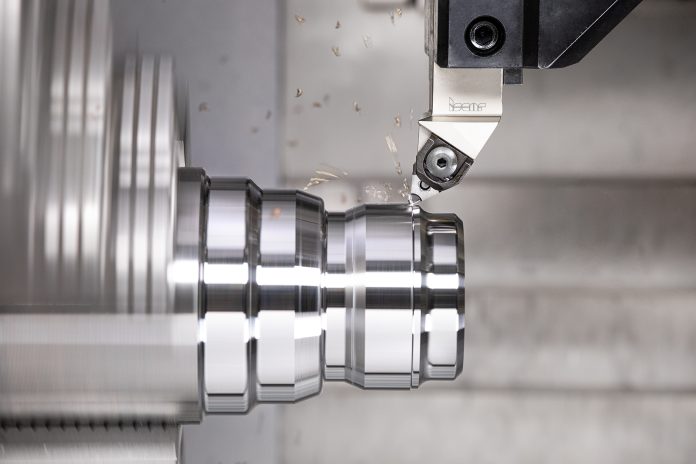
A hőálló szuperötvözetek még komolyabb kihívások elé állítják a szerszámokat, hiszen a szakítószilárdságuk még magas hőmérsékleten is nagy, és nagy mennyiségű hő képződik a forgácsolási zónában. A hőképződés csökkentése érdekében rendkívül kis élrádiuszt, erősen pozitív homlokszöget és kiváló forgácselvezetést kell biztosítani. Az ISCAR HELI‑TURN geometriái használatakor kisebb radiális erők ébrednek, a LOGIQ-6-TURN M3M és F3M geometriáival pedig több forgácsolóélt lehet kihasználni, optimális forgácselvezetéssel párosítva. Ezeket az élgeometriájú lapkákat (1. ábra) HRSA stabil megmunkálása érdekében fejlett, mint például IC806 vagy IC907 anyagminőségből gyártják.
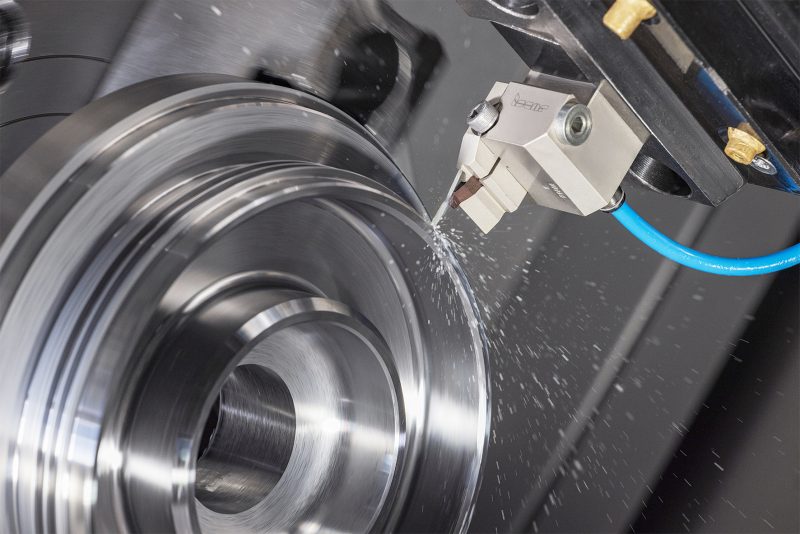
Titánötvözetek megmunkálásakor hasonlóan ügyelni kell a kis élrádiuszra és a kis forgácsolóerőkre, hiszen a rossz hővezetésük és kitöredezésre való hajlamuk miatt könnyen előfordulhat szerszámtörés. Az erősen pozitív homlokszögű, a forgácsolóélnél keskeny érintkezési felületű lapkák elősegítik a vékony forgácsok képződését és csökkentik a hőképződés. Az ISCAR pozitív homlokszögű LOGIQTURN geometriái megfelelőek ilyen körülmények esetén, a WHISPERLINE esztergaszerszámok (2. ábra) pedig a titán megmunkálásakor gyakori rezgések csillapításával javítják a művelet teljesítményét. Az optimatizált fogácsolóél kialakítása megakadályozza az élkopást, így növeli az éltartamot.
 WHISPERLINE esztergaszerszámok (2. ábra)
WHISPERLINE esztergaszerszámok (2. ábra)
Edzett acélok megmunkálásakor a legfontosabb a forgácsolóél teherbírása és a művelet stabilitása. A nagy teherbírású forgácsolóélek és a megfelelő homlokszögek együttesen kiküszöbölik az él kitöredezését, és még a nagy keménységű anyagok esetén is folyamatos forgácstörést biztosítanak. A kopásálló anyagminőségből készített, robusztus LOGIQTURN RM lapkák megerősített élgeometriájának köszönhetően kemény esztergálásra képesek, amellyel kiváltható a köszörülés, a termelékenység és rugalmasság érdekében.
A nehezen megmunkálható anyagokon végzett beszúrási- és leszúrási műveletek során a forgácsolóél teljes szélességében fogásban van, ezért nagyobb igénybevétel terheli. Az ISCAR erre a célra a CUT‑GRIP rendszert (3. ábra) ajánlja, amely F, M és R dedikált geometriákat kínál, különböző anyagok és fogácsolási körülmények közötti optimalizált le- és beszúrására. A nagy merevségű és hatékony forgácselvezetést biztosító, keskeny lapkák különösen hatékonyak korrózióálló acélok és HRSA megmunkálásakor, ahol a forgácskezelés alapvető fontosságú.
 CUT‑GRIP rendszert (3. ábra)
CUT‑GRIP rendszert (3. ábra)
Összegezve tehát a megfelelő ISCAR lapkageometria kiválasztásához gondosan meg kell határozni a művelet típusát, a szerszámgép stabilitását, a fogásvételt, az előtolást és a hűtési eljárást. A kisebb tömegű vagy merevségű szerszámgépek esetén hasznos az erősen pozitív homlokszögű lapkákat, míg nagyobb fogásvétel esetén erősebb forgácsolóélt kell választani. A szerszámon keresztüli (nagynyomású) hűtés javítja a forgácskezelést és a szerszáméltartamot. Az ISCAR adott alkalmazásokra optimalizált geometriák a meghatározott forgácsolási eljárásoknál nyújtanak kiszámítható és folyamatképes eredményt.
A megfelelő ISCAR lapkageometria kiválasztása tehát alapvető fontosságú a nehezen forgácsolható anyagok megmunkálásakor. Ha a gyártók felismerik, hogy a homlokszög, a forgácsolóél bevezetése és a forgácstörő kialakítása hogyan befolyásolja az anyag viselkedését, jelentősen növelhetik a szerszáméltartamot, a termelékenységet és a munkadarab minőségét. Az ISCAR megoldásai, mint a LOGIQ-6-TURN, a LOGIQ-3-TURN, a HELI‑TURN, a CUT‑GRIP, és a WHISPERLINE családok, bevált geometriákat kínálnak korrózióálló acélok, szuperötvözetek, titán és edzett anyagok megbízható és hatékony megmunkálásához még a legigényesebb alkalmazások esetén is.
További információk:www.iscar.hu
{kind=link}